Equipos esenciales de visión artificial para la industria
Equipos esenciales de visión artificial para la industria
La visión artificial se ha convertido en una tecnología clave en la industria moderna. Los equipo esenciales de visión artificial para la industria permiten automatizar procesos, garantizar la calidad de los productos y aumentar la eficiencia en la producción. En este artículo, exploraremos los equipos esenciales de visión artificial y cómo se utilizan en diferentes aplicaciones industriales. ¡Acompáñanos en este interesante recorrido!
Equipos esenciales de visión artificial
Cámaras industriales
Las cámaras industriales son fundamentales en cualquier sistema de visión artificial. Existen dos tipos principales:
Cámaras monocromáticas
Estas cámaras capturan imágenes en blanco y negro, lo que las hace ideales para aplicaciones donde el color no es relevante. Son más sensibles a la luz y ofrecen mayor resolución en comparación con las cámaras a color.
Cámaras a color
Capturan imágenes en color y son útiles en aplicaciones donde el color es un factor importante, como en la inspección de alimentos o en la clasificación de objetos.
Iluminación
La iluminación es otro componente clave en los sistemas de visión artificial. Existen diferentes tipos de iluminación, entre ellos:
LED
La iluminación LED es energéticamente eficiente, de larga duración y ofrece una amplia gama de colores. Es ideal para aplicaciones donde se requiere una iluminación constante.
Halógeno
Las lámparas halógenas ofrecen una intensidad de luz alta y un amplio espectro de colores. Sin embargo, consumen más energía y generan más calor que los LED.
Fibra óptica
La iluminación por fibra óptica es flexible y se puede adaptar a diferentes aplicaciones. Permite dirigir la luz a áreas específicas, lo que la hace ideal para aplicaciones de inspección de objetos pequeños o de difícil acceso.
Sensores de imagen
Los sensores de imagen son responsables de convertir la luz en señales eléctricas que pueden ser procesadas por el sistema de visión artificial. Existen dos tipos principales:
CCD
Los sensores de carga acoplada (CCD) son conocidos por su alta calidad de imagen y sensibilidad a la luz. Son ideales para aplicaciones que requieren una precisión y resolución elevadas.
CMOS
Los sensores complementarios de óxido metálico (CMOS) son más rápidos y consumen menos energía que los CCD. Aunque su calidad de imagen solía ser inferior a la de los CCD, los avances tecnológicos han mejorado su desempeño, haciéndolos aptos para muchas aplicaciones industriales.
Lentes ópticas
Las lentes ópticas son esenciales para enfocar y capturar imágenes de alta calidad. Hay dos tipos principales:
Fijas
Las lentes fijas tienen una distancia focal fija y ofrecen una calidad de imagen constante. Son ideales para aplicaciones donde la distancia al objeto no varía.
Zoom
Las lentes de zoom permiten ajustar la distancia focal, lo que las hace versátiles y aptas para aplicaciones donde la distancia al objeto puede cambiar.
Software de visión
El software de visión es fundamental para procesar y analizar las imágenes capturadas por los sistemas de visión artificial. Hay dos tipos principales:
Bibliotecas de software
Estas bibliotecas ofrecen funciones y herramientas predefinidas para desarrollar aplicaciones de visión artificial personalizadas.
Aplicaciones específicas
Estos programas están diseñados para aplicaciones específicas, como inspección de calidad, reconocimiento de caracteres (OCR) o seguimiento de objetos.
Aplicaciones de visión artificial en la industria
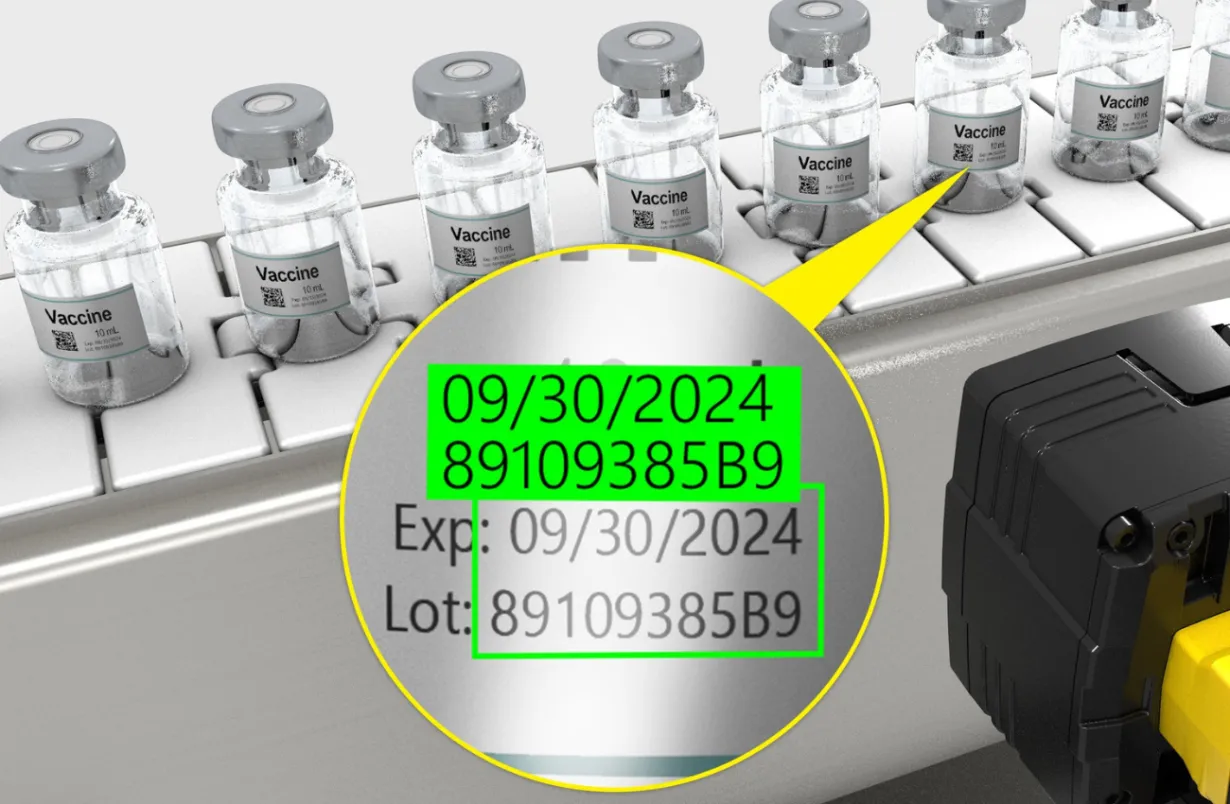
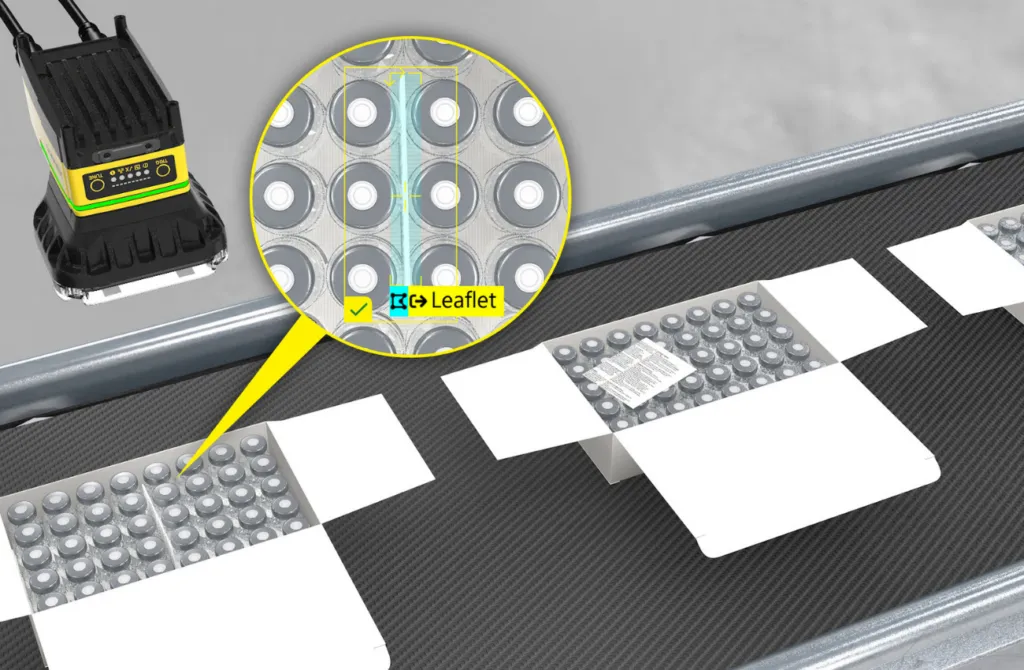
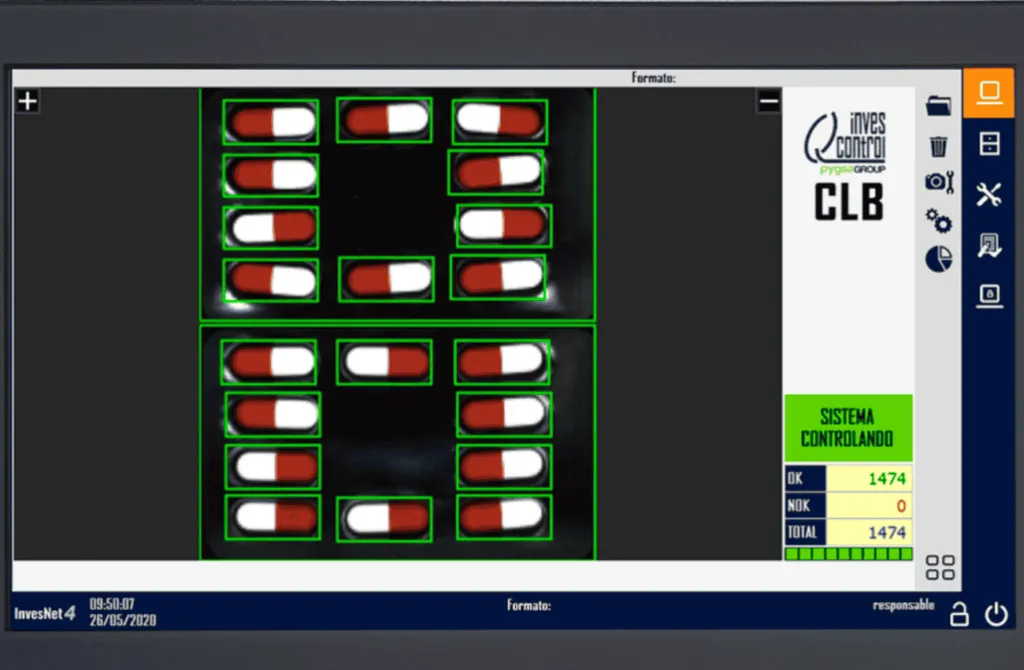
Inspección y control de calidad
La visión artificial es ampliamente utilizada para inspeccionar y garantizar la calidad de productos en sectores como la manufactura, la alimentación y la farmacéutica. Los sistemas de visión detectan defectos, anomalías o irregularidades en los productos, lo que ayuda a reducir costos y aumentar la satisfacción del cliente.
Robótica y automatización
Los sistemas de visión artificial se utilizan en la robótica y la automatización para guiar robots, mejorar la precisión de las máquinas y aumentar la eficiencia de los procesos productivos. La visión artificial permite a los robots «ver» y adaptarse a su entorno, lo que facilita la automatización de tareas complejas o peligrosas.
Seguridad y vigilancia
La visión artificial también se emplea en sistemas de seguridad y vigilancia para detectar intrusiones, identificar personas u objetos sospechosos y monitorear áreas de alto riesgo. Esto contribuye a mejorar la seguridad y reducir los riesgos en entornos industriales.
Conclusión
Los equipos esenciales de visión artificial para la industria son fundamentales para impulsar la innovación y la eficiencia en la industria. Al combinar cámaras, iluminación, sensores, lentes y software adecuados, las empresas pueden mejorar sus procesos, garantizar la calidad de sus productos y aumentar su competitividad. La visión artificial seguirá evolucionando y expandiéndose en diferentes sectores, lo que abre un mundo de posibilidades para el futuro de la industria.
FAQs
¿Qué es la visión artificial?
La visión artificial es una tecnología que permite a las máquinas «ver» y analizar imágenes para realizar tareas específicas, como inspección de calidad, clasificación de objetos o seguimiento de movimientos.
¿Cuáles son los componentes esenciales de un sistema de visión artificial?
Los equipos esenciales de visión artificial para la industria incluyen cámaras industriales, iluminación, sensores de imagen, lentes ópticas y software de visión.
¿Qué diferencias hay entre las cámaras monocromáticas y las cámaras a color?
Las cámaras monocromáticas capturan imágenes en blanco y negro y son más sensibles a la luz, mientras que las cámaras a color capturan imágenes en color y son útiles en aplicaciones donde el color es un factor importante.
¿Cuáles son las aplicaciones más comunes de la visión artificial en la industria?
Las aplicaciones más comunes de la visión artificial en la industria incluyen inspección y control de calidad, robótica y automatización, y seguridad y vigilancia.
¿Cómo influye el software de visión en un sistema de visión artificial?
El software de visión es fundamental para procesar y analizar las imágenes capturadas por los sistemas de visión artificial, permitiendo desarrollar aplicaciones personalizadas o específicas para diferentes tareas y sectores industriales.